





手机浏览
更方便
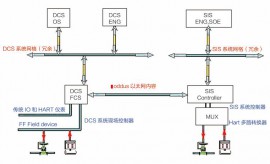
BF系列基于PC工业总线����� �������Ƴ����������� �������Ƴ������������ �������Ƴ������������ �������Ƴ�������控制系统(FCS)介绍
基于PC工业总线控制系统是我公司积����� �������Ƴ������������ �������Ƴ������������ �������Ƴ����������� �������Ƴ������极引进国外先进控制技术,独����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������立开发的窑炉控制系统。选用德国 BECK����� �������Ƴ������������ �������Ƴ����������� �������Ƴ������������ �������Ƴ�������HOFF公司的PAC控制器为主����� �������Ƴ������������ �������Ƴ����������� �������Ƴ������������ �������Ƴ�������控单元,内装我公司智能控制算法,实现了对我����� �������Ƴ������������ �������Ƴ����������� �������Ƴ������������ �������Ƴ�������公司生产的各种窑炉的多元化控制。倍福总����� �������Ƴ������������ �������Ƴ������������ �������Ƴ����������� �������Ƴ�������线端子系统由电子端子模块组成,是实����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������现自动化技术的基本功能模块。总线耦合器或主站����� �������Ƴ������������ �������Ƴ������������ �������Ƴ����������� �������Ƴ�������端子模块用于连接独立于现场总线的开����� �������Ƴ����������� �������Ƴ������������ �������Ƴ������������ �������Ƴ������放式 I/O 系统与 30����� �������Ƴ����������� �������Ƴ������������ �������Ƴ������������ �������Ƴ������ 多种现场总线和 PROFIBUS、PROF����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ������INET、CANopen 和 BACNet 等����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������工业以太网系统。
除了标准 I/O 端子模块之����� �������Ƴ������������ �������Ƴ������������ �������Ƴ����������� �������Ƴ������外,产品系列还包括用于在一个系统中连接安全功能����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������和 I/O 技术的安全 ����� �������Ƴ����������� �������Ƴ����������� �������Ƴ������������ �������Ƴ�������I/O 端子模块。因此,总线端子模����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������块可以用于如楼宇自动化领域的特殊任����� �������Ƴ������������ �������Ƴ����������� �������Ƴ������������ �������Ƴ�������务或实施驱动解决方案。
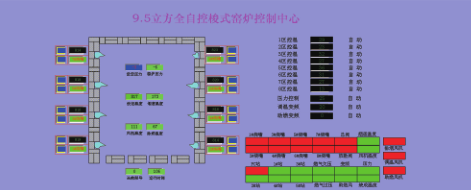
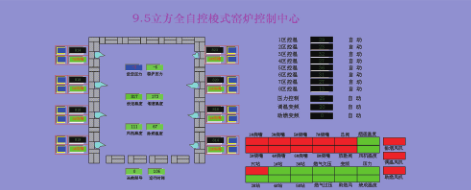
一、控制系统的特点
本系统系全自动智能控温窑炉控制����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ������系统,系统运行安全可靠,系统采用先进的脉����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������冲燃烧方式,在保证烧成工艺的前提下����� �������Ƴ����������� �������Ƴ������������ �������Ƴ������������ �������Ƴ�������能够节约能源,采用先进的队列����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ������循环控制办法,容入了速度型连续控制方式,����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ������保证窑内良好的气流循环,从而更加提高了节����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ������能力度及产品的烧成品质。
二.窑炉温度/气氛控制方式
本系统采用先进的自适应模糊����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������控制逻辑算法对炉内温度进����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������行闭环调节,能够根据工艺要求对调节对象进����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������行实时有效的控制,自适应模糊控制����� �������Ƴ����������� �������Ƴ������������ �������Ƴ������������ �������Ƴ�������算法能够通应多种不同的烧成工艺,系统将根据不����� �������Ƴ����������� �������Ƴ����������� �������Ƴ������������ �������Ƴ�������同的控制参数自动调整相应的����� �������Ƴ������������ �������Ƴ������������ �������Ƴ����������� �������Ƴ�������回路控制,以适应新的控制要求,从而达到����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������较好的调节品质。
2.1自动烧成操作
a、首先,启动系统前操作人员应检查所有设备是否����� �������Ƴ����������� �������Ƴ������������ �������Ƴ������������ �������Ƴ�������具备点火条件,确定系统已经完成准����� �������Ƴ������������ �������Ƴ������������ �������Ƴ����������� �������Ƴ������备工作。
b、风机及燃气总管开启:按次序把����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������控制柜面板上对应的风机及����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������燃气总管的旋钮旋至右方,旋钮上方相应����� �������Ƴ������������ �������Ƴ����������� �������Ƴ����������� �������Ƴ�������的指示灯亮,开启成功,开启顺序如下:排烟风机����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������、助燃风机、调温风机、燃气总管。
助燃风机开启后系统将自动进行2分钟����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������的吹扫,燃气总管开启后,系����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������统将自动进行2分钟的燃气放散动����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������作,放散结束自动关闭燃气放散电����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������磁阀。(放散过程中不能按下控制柜面板上的����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������“点火允许”按钮进行点火操作,否则放散电磁阀自动����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ������关闭,放散动作将提前结束����� �������Ƴ������������ �������Ƴ������������ �������Ƴ����������� �������Ƴ������。)
注意:以上设备中除“调温风机”外其它����� �������Ƴ����������� �������Ƴ������������ �������Ƴ����������� �������Ƴ�������各个设备应按次序由左至右次序开启,开启����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ������顺序错误会导致报警动作。
C、点火:技术人员在操作站����� �������Ƴ����������� �������Ƴ������������ �������Ƴ������������ �������Ƴ�������(上位机)管理程序的控制参数中根据需����� �������Ƴ������������ �������Ƴ����������� �������Ƴ������������ �������Ƴ�������要设定上层燃烧器的点火温度时段:燃气总管开����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������启成功(或放散完毕)后,����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������按下控制柜面板上的点火允许按钮,系统将首先����� �������Ƴ����������� �������Ƴ������������ �������Ƴ������������ �������Ƴ�������控制窑炉下层燃烧器点火,然后根据技术人员已设定
上层燃烧器点火温度参数,待����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������温度到达上层点火温度时控制����� �������Ƴ����������� �������Ƴ������������ �������Ƴ������������ �������Ƴ�������上层点火器点火。
注意:为保障安全生产,请在窑门关闭前����� �������Ƴ������������ �������Ƴ����������� �������Ƴ������������ �������Ƴ������进行点火操作。
d、停火降温:当烧成进入冷却降温阶段时,控����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������制柜面板上冷却降温指示灯亮起,系统将自动关闭燃气����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������总管以及全部烧嘴控制器,相关指示灯����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������全部熄灭。操作人员应将“燃烧允许”旋钮拨至关闭状����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ������态,以备下一窑次的烧成。
e、正常停窑
烧成过程完全结束后,配方程序停止,控制柜����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������面板上燃烧阶段指示灯全部熄灭。风机和燃气总管应由����� �������Ƴ������������ �������Ƴ������������ �������Ƴ����������� �������Ƴ�������操作人员在控制柜面板上人工关闭(关闭顺序参����� �������Ƴ����������� �������Ƴ����������� �������Ƴ������������ �������Ƴ�������见“f”)
f、关闭某烧嘴以及关闭风机和燃气总管
关闭烧嘴:烧成过程中,如将“燃烧����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������允许“旋钮板至关闭状态,按钮指示灯熄����� �������Ƴ������������ �������Ƴ������������ �������Ƴ����������� �������Ƴ�������灭,全部燃烧器即关闭。
关闭风机和燃气总管:按次����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������序将对应的风机或燃气总管允许的旋钮旋����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������至左方,旋钮上方相应的指示灯熄灭,关闭成功。����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������
熄火关闭顺序如下:燃气总管����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������、调温风机、助燃风机、排烟风机。
注意:以上设备中除“调温风机����� �������Ƴ������������ �������Ƴ����������� �������Ƴ������������ �������Ƴ�������”外其他个各设备应按次序在控制柜面板上����� �������Ƴ����������� �������Ƴ������������ �������Ƴ������������ �������Ƴ�������由右至左依次关闭。顺序错误会导����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������致报警动作。
g、烧成过程中调温风机的开关管理
操作人员在上位机(计算机)上设定好调温风机的����� �������Ƴ������������ �������Ƴ����������� �������Ƴ������������ �������Ƴ�������开关温度,系统将在升温阶段配方温度值达到设定的����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������调温风机关闭温度时自动关闭调����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������温风机:并在降温阶段中的配方温度运行至设定的����� �������Ƴ������������ �������Ƴ����������� �������Ƴ������������ �������Ƴ�������调温风机开启温度时自动开启调温风机。
注意:如操作人员在烧成过程����� �������Ƴ����������� �������Ƴ������������ �������Ƴ������������ �������Ƴ�������中在控制柜面板上将“调温风机����� �������Ƴ������������ �������Ƴ����������� �������Ƴ������������ �������Ƴ�������允许”旋钮关闭,系统将不能自����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������动完成调温风机的开启动作,如需重新启动调����� �������Ƴ������������ �������Ƴ������������ �������Ƴ����������� �������Ƴ�������温风机,需要操作人员在控制柜面板����� �������Ƴ����������� �������Ƴ������������ �������Ƴ������������ �������Ƴ�������上将“调温风机允许”旋至开启状����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������态。
三、报警说明
a、风机及燃气总管的报警及解除
风机报警:排烟、调温、助燃风机开启或关闭不成功会����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������导致相应风机报警,系统将自动关闭该设备,����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ������同时蜂鸣器鸣叫。
顺序报警:排烟风机、助燃����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������风机及燃气总管的开启或关闭����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������顺序错误会导致其中相关设备的报警����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������并关闭。
b、燃烧器报警
任一烧嘴灭火,该烧嘴的燃烧器报警(控制柜面板上相����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������应的指示灯熄灭),同时报警器蜂鸣。此时,操作人����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������员确认并排除导致报警的故障后����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������,按下报警复位按钮,报警音响即可解除。
c、报警器
有任何故障或灭火等报警情况出现时,报警器都会����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������鸣叫提示,操作人员按下“报警复位”按钮,����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������可使报警器停止鸣叫。
四、机电设备连锁和安全保护
本窑炉控制系统严格按照操作����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������规范互锁窑上的所有机电设����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������备的启、停操作,包括在单机启/停时如不符合安全����� �������Ƴ����������� �������Ƴ����������� �������Ƴ������������ �������Ƴ�������规程,也会提供保护。燃烧系统����� �������Ƴ������������ �������Ƴ������������ �������Ƴ����������� �������Ƴ�������的安全保护为在低温区的每个烧嘴上����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������采用火焰监测/点火控制器,可����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������由控制系统按预先设定之程序进行自动点火,熄火保����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������护等工作,提供可靠安全保障。
五、生产质量管理数据库
上位计算机具备个较完善的����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������生产质量管理数据库,它可长期显示记����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������录每个批次产品自进窑到出窑整����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������个烧成周期中热工参数的变化情况����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ������,数据可保存60个月。
六、执行技术标准
BECKHOFF FCS控制����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������系统已通过UL,D1N,CSA国际标准����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������认证
系统内的数字信号互联符合ISO749����� �������Ƴ����������� �������Ƴ������������ �������Ƴ������������ �������Ƴ������8标准
系统内的模拟信号互联符合GBⅢ����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������型自动化仪表标准
系统应用软件编制符合GB����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������工业控制用软件评定准则
电磁兼容性符合JB/T6811-9����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������3工业炉窑控制装置通用技术条件
设备安保连锁符合CJJ51-2001燃����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������气设施运行维护安全技术规范
AIN-FCS总线控制系����� �������Ƴ������������ �������Ƴ����������� �������Ƴ������������ �������Ƴ�������统(用于燃气窑炉)
contact us
联系我们
隧道窑炉厂家山东艾瑶国际贸易有限公司主营网带窑����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������炉等,价格低,规格齐全